- · 《自动化应用》栏目设置[06/28]
- · 《自动化应用》收稿方向[06/28]
- · 《自动化应用》投稿方式[06/28]
- · 《自动化应用》征稿要求[06/28]
- · 《自动化应用》刊物宗旨[06/28]
来稿应自觉遵守国家有关著作权法律法规,不得侵犯他人版权或其他权利,如果出现问题作者文责自负,而且本刊将依法追究侵权行为给本刊造成的损失责任。本刊对录用稿有修改、删节权。经本刊通知进行修改的稿件或被采用的稿件,作者必须保证本刊的独立发表权。 一、投稿方式: 1、 请从 我刊官网 直接投稿 。 2、 请 从我编辑部编辑的推广链接进入我刊投审稿系统进行投稿。 二、稿件著作权: 1、 投稿人保证其向我刊所投之作品是其本人或与他人合作创作之成果,或对所投作品拥有合法的著作权,无第三人对其作品提出可成立之权利主张。 2、 投稿人保证向我刊所投之稿件,尚未在任何媒体上发表。 3、 投稿人保证其作品不含有违反宪法、法律及损害社会公共利益之内容。 4、 投稿人向我刊所投之作品不得同时向第三方投送,即不允许一稿多投。 5、 投稿人授予我刊享有作品专有使用权的方式包括但不限于:通过网络向公众传播、复制、摘编、表演、播放、展览、发行、摄制电影、电视、录像制品、录制录音制品、制作数字化制品、改编、翻译、注释、编辑,以及出版、许可其他媒体、网站及单位转载、摘编、播放、录制、翻译、注释、编辑、改编、摄制。 6、 第5条所述之网络是指通过我刊官网。 7、 投稿人委托我刊声明,未经我方许可,任何网站、媒体、组织不得转载、摘编其作品。
工业机器人在铸造自动化生产线中的应用
作者:网站采编关键词:
摘要:作为装备制造业基础的铸造行业,铸造装备经过多年的更新换代,各企业的装备水平呈现参差不齐的状态,众企业也针对各自的现状对装备进行改造升级,以应对企业发展过程中遇到的
作为装备制造业基础的铸造行业,铸造装备经过多年的更新换代,各企业的装备水平呈现参差不齐的状态,众企业也针对各自的现状对装备进行改造升级,以应对企业发展过程中遇到的“招人难”“留人难”“环保压力”等社会问题,以及生产效率与成本之间的效益问题等。
在这一背景下,机器人在铸造方面的应用得到快速发展,在铸造各工序的自动化生产中得到推广应用。
下面给大家先看一个铸造自动化的典型案例。
在地面建立环形线,线上放置两台重力铸造机,线外设置熔炼炉,并依靠工业机器人上下料,铸造机、驱动电机、工业机器人等设备,统一实现通讯和数字化控制。机器人不仅负责搬运铸件,还进行外观检测,并输送到去毛刺和机加工单元。
这条凯斯曼(KSM)铸造集团建立的铸造自动化系统,既减小生产场地面积,又降低劳动强度,还消除了不安全因素,极大的提高生产效率,降低生产成本。有趣的是,凯斯曼原是德国老牌铸造企业,2011年被中信戴卡全资拿下。
戳视频,观看详情
工业机器人在铸造工序中的应用
工业机器人在铸造生产的制芯、造型、熔炼、浇注及清理工序均有广泛的应用。
1.制芯工序
制芯工序是铸造工艺中较复杂的工序,人为影响因素最多,像发动机缸体、缸盖砂芯,砂芯种类杂、流程多,工艺复杂,同时砂芯重量重,组芯要求精度高,这些特点就决定了传统的人工操作完全满足不了高效率、高质量的生产过程,这就促使机器人在该工序快速的发展应用。
以我公司所生产的缸盖为例,其单个芯组重量达150kg,砂芯数量多达十几种,其工序包括单机制芯、取芯、修芯、组芯、紧固、浸涂及合芯等,工艺流程复杂,同时砂芯之间的配合精度要求高,生产节拍快。要想实现整个制芯工序的自动化生产就要“化整为零”,将整个制芯线分为多个制芯单元,先实现单个单元的自动化生产,然后通过“桥梁”将所有的单元联动,从而实现其自动化制芯流程。
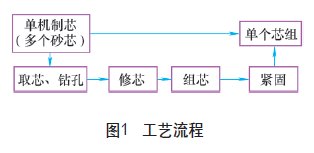
每个制芯单元同时也包括多个流程:钻孔、修芯、组芯以及紧固(工艺流程见图1),通过多个机器人(单元机器人见图2)协调同步完成所有工作流程内容,在机器人高精度的运行下,将各流程联动,保质保量地进行全自动生产。

单个单元完成工作后形成多个砂芯的组合,配合轨道的输送,其他单元机器人的联动,逐步形成完整的芯组,整个流程又实现“由零化整”的过程。完整的芯组通过机器人全自动地进行整体的紧固(见图3)、吹扫浸涂(见图4)、组芯(见图5)操作,最终完成整个芯组的自动化生产。



2.造型工序
我公司造型工序采用HWS水平造型线,整体自动化水平高,但由于先期的设计策划未涉及到机器人的使用,所以在生产效率大幅提高的形势下,影响生产效率和产品质量的薄弱点愈加突出显现。针对于此,我们排查瓶颈工序并进行分析,逐一升级改造。
目前正在进行扎气眼机器人的升级改造工作(见图6)。

扎气眼工序在很多铸造企业中不被重视,然而在我们的生产中,随着生产效率的大幅提高,每箱多达17处的扎气眼工作严重影响生产效率的提升,且伴随着工人操作一致性差,不够规范,扎气眼位置不精确,出现漏扎、错扎等情况,工艺执行质量差,导致铸件气针附近位置砂眼缺陷多。
通过机器人的使用,可以大幅提高工作效率,并且扎完气眼后配合以吹气操作,将气针内部的浮砂吹净,工作质量得到保障且完全杜绝了人为因素的干扰。
除此之外,随着生产效率的显著提高,砂箱开箱落砂后铸件的流转跟不上整个造型工序的节拍,为此我们对此工位进行升级改造。受铸件重量重、工作环境高温、粉尘、烟气及开箱后铸件位置不固定等因素的影响,无论是新兴的机器人视觉定位还是其他方式的定位方式均不能准确地将铸件抓取。
文章来源:《自动化应用》 网址: http://www.zdhyyzz.cn/zonghexinwen/2020/0904/654.html